| 24-hour consultation hotline 13815991011 |
| 24-hour consultation hotline 13815991011 |

Company Name: Taixing Pengsheng Forging Co., Ltd.
Contact: Zhang Peng (General Manager)
Contact: 13815991011
Tel: 0523-87433837
E-mail: 878711040@qq.com
Fax: 0523-87433080
Website: en.txpsdz.com
Address: Xinhua Group, Zhanggong Village, Hongqiao Town, Taizhou City
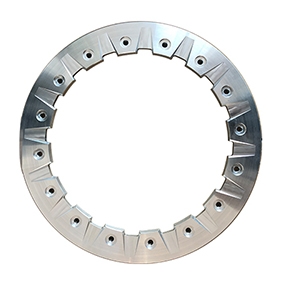
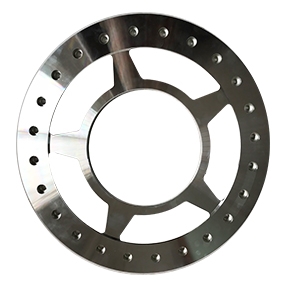
At present, aluminum alloy is widely used in the product processing and manufacturing industry. Aluminum alloy products are usually subjected to a certain degree of deformation due to external force or welding stress during the manufacturing process. These deformations are usually corrected to meet product quality requirements. Practice has proved that most deformed components can be corrected. The principle of correction is to try to create new deformations to counteract the deformation that has occurred. The correction methods commonly used in the actual production process mainly include mechanical correction, manual correction and flame correction. Therefore, it is necessary to select a good correction method for different structures and deformation degrees of the product to obtain a good correction effect.

First, the reason for the deformation of aluminum alloy components
(1) Deformation of raw materials during processing The deformation caused by residual stress generated by the raw materials during extrusion production. For example, the cooling rate is inconsistent during the extrusion process, and the extrusion equipment is not properly debugged.
(2) The deformation caused during the manufacturing process of the product is mainly caused by external forces. Such as shear extrusion stress generated during shearing, shrinkage stress generated by thermal expansion and contraction during thermal cutting, and the like.
(3) Deformation generated during welding The main cause is the lateral and longitudinal contraction stress generated around the weld, which is usually called deformation caused by welding stress.
(4) The essence of component deformation No matter what kind of deformation of the component, the main reason is that there are different degrees and different forms of residual stress inside the structure, so that some of the fibers in the structure are lengthened by the surrounding compressive stress, and another part of the fiber Shortening is affected by the surrounding tensile stress, which causes deformation of the metal material.
Second, the principle of correction and common methods
The principle of correction is to shorten the length of the fiber, shorten the elongation of the fiber by external force or local heating, and finally make the fiber length of each layer tend to be consistent, or reach the fiber length we require, thereby eliminating deformation or reducing deformation. Within the prescribed range.
In the process of using the various methods, various correction methods should be selected according to the different structural characteristics, deformation forms, and workpiece size. If necessary, a comprehensive correction method combining multiple correction forms is required. Among them, flame correction is one of the most widely used methods. It corrects the deformation of large components and members with high strength. However, flame correction is also a difficult method to correct, such as heating position, temperature control, and improper cooling. It will also cause new deformations of the components and even lead to scrapping of the products. Therefore, in addition to a wealth of practical experience, flame correction workers must also master the heat treatment properties of aluminum alloys.
13815991011
| No public
|
|
|
Company Name: Taixing Pengsheng Forging Co., Ltd.
Address: Xinhua Group, Zhanggong Village, Hongqiao Town, Taizhou City
Fax: 0523-87433080
Mobile: 13815910111
E-mail: 878711040@qq.com